
.svg)

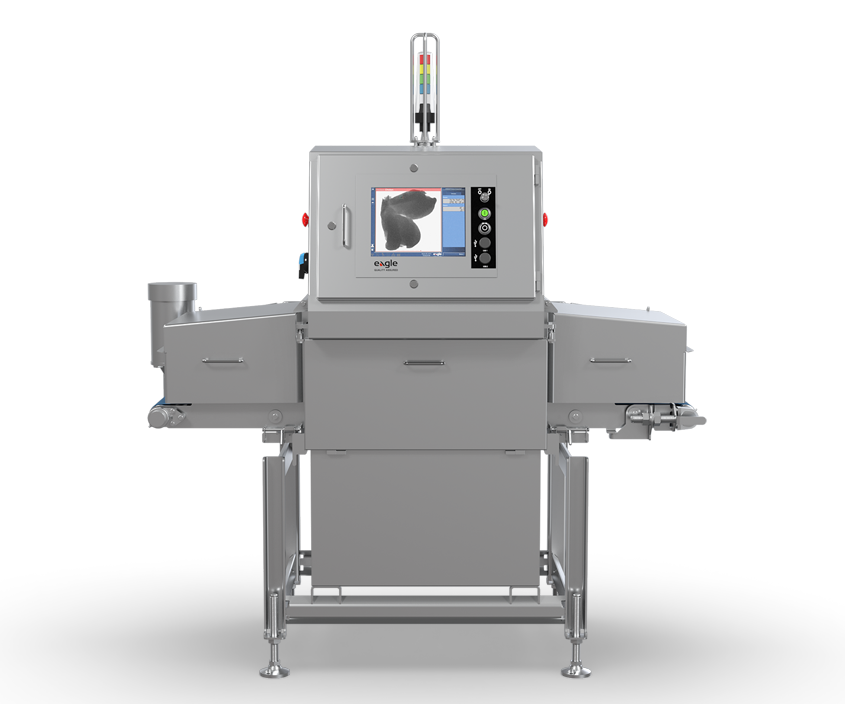
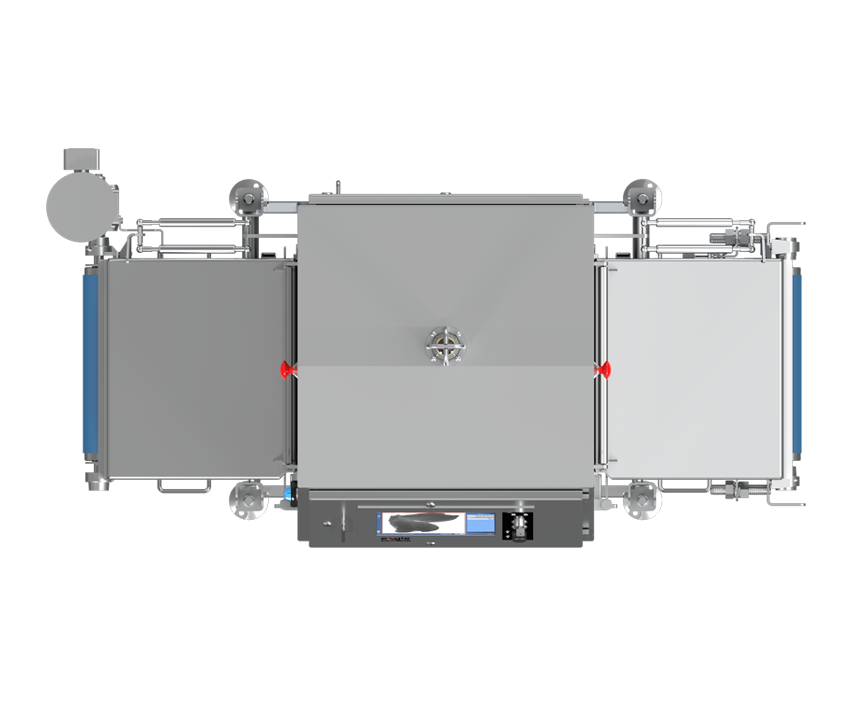
Pack 400 HC Advanced X-Ray Inspection System
A top-notch x-ray inspection system designed to ensure product safety and quality in meat, poultry, seafood, and dairy products







A top-notch x-ray inspection system designed to ensure product safety and quality in meat, poultry, seafood, and dairy products
The Pack 400 HC is hygienically constructed to sanitary design with interlocked hinged louvers that lift easily to allow conveyor access for fast cleaning. This feature, along with easy-belt-removal, reduces the time and labor needed for daily sanitization. It also has a minimal footprint, saving space in the production line.
With Eagle’s PXT™ x-ray detector technology, it is capable of detecting contaminants and bone fragments that would otherwise go unseen to the naked eye. The x-ray inspection system has multiple inspection capabilities and helps manufacturers increase productivity by simultaneously performing inline product integrity checks:

389 mm (15.3″) wide at the belt, 237 mm (9.3″) wide at the top of aperture; 158 mm (6.25″) overall height
SimulTask™ 4 PRO standard inspection modes include contaminant, bone, missing item, clip, void, premium, shape/size, position, fill level, count, zonal mass, mass measurement with 2, 3, or 5 zone checkweighing functionality with statistics
15″ TFT color touch screen; Windows 10 Enterprise LTSB with Eagle SimulTask 4 PRO Control & Imaging Software; TeamViewer™ service tool for remote machine diagnostics & product set-up services
498 mm (19.6″) wide belt by 1828 mm (72″) long with no reject; 2438 mm (96″) long with 1 reject; 2895mm (114″) long with 2 rejects; Blue food-grade belt compliant for transport of unpackaged foodstuffs
24VDC Signal only, airblast, push arm, custom rejects
21 – 61 MPM (70 – 200 FPM), subject to generator & detector used, product type & dimensions
Single vertical beam; 100W (84kV, 1.2mA), 140W (140kV, 1mA), 420W (140kV, 3mA) or 420W (84kV, 5mA)
0.4 mm, 0.8 mm,1.2 mm single energy, 1.2 mm MDX™ dual energy or PXT™ Photon-counting X-ray Technology
(2) USB 2.0 ports, (1) Ethernet 10/100/1000 mbps port, (1) RS232 serial port; (1) EtherNet/IP Fieldbus interface port optional
IP69 Standard; Type 304 Stainless Steel, #4 surface finish less than 32u-inch RA
X-ray emissions <1 uS/hr; compliant to 21 CFR 1020.40, 21 CFR 179.21, & EURATOM EU nationalized standards
Compliant with CAT-3 (EN954), PLd (EN13849) safety circuits with system visualization
Water cooled or shrouded air conditioning unit (with a reduced ambient temperature operating range –
contact Eagle for more information); plant water supply ≥7.6 LPM (≥2.0 GPM), 13°C to 21°C (55°F to 70°F) required
0°C to 40°C (32°F to 104°F) 25% to 90% relative humidity non-condensing
230 VAC, +/-10%, Single Phase, 50/60 Hz, 16 Amp Fused
Multilane operation, product guides, reject bins; reject verify, bin full, counter-check, & package back-up sensors; audible & visual alarms; parts cart for cleaning, EtherNet/IP interface, TraceServer™ data collection software; remote user interface, hazard based risk assessment

Eagle is committed to delivering reliable, efficient, and hygienic inspection solutions tailored for the red meat industry. Our advanced x-ray systems combined with photon-counting technology and image analysis software are designed to easily adapt to your unique product line. Eagle’s machines effectively detect foreign objects like metal, glass, stone, and bone in raw or processed meat at high line speeds. This ensures that only safe, high-quality meat products reach consumers.

The poultry industry faces numerous potential hazards, from bone fragments to metal contaminants. Eagle specializes in delivering top-tier x-ray inspection systems tailored for poultry processing plants. Prioritizing food safety, our photon-counting x-ray detectors feature enhanced sensitivity to ensure superior detection accuracy. Our inspection equipment can identify even the smallest contaminants that might be overlooked by traditional methods like metal detectors or visual inspections, safeguarding product quality and consumer safety.

Prevent costly product recalls with Eagle’s Pack 400 HC x-ray inspection system. With its advanced imaging software and dual energy photon-counting technology, it can detect a wide range of hazards in seafood products such as bones, shells, and metal pieces. This not only prevents the risks of physical hazard in food, but also helps maintain food safety standards and improves overall product quality.

Eagle’s cutting-edge x-ray inspection system is capable of identifying foreign particles in various dairy products, ranging from raw cheese blocks to packaged yogurts. Our product inspection equipment is designed to follow strict sanitary guidelines, and guarantee secure and effective detection of physical contaminants. Additionally, it ensures accurate portioning, proper product placement, and the integrity of weight and packaging, all contributing to the delivery of the finest and safest quality products.

The x-ray inspection systems at Eagle can easily detect small contaminants such as stones, glass, and metal, ensuring maximum safety in the production of fruits and vegetables. Our advanced technology is also capable of identifying defects and inconsistencies in produce, allowing for timely removal before reaching the consumer. Utilizing cutting-edge dual energy technology, our x-ray inspection systems can identify contaminants in dense foods like dried bulk fruit, producing clear images for detailed analysis.

Eagle’s x-ray inspection system for other foods is designed to meet the specific needs of the food industry. With customizable settings and high-speed processing capabilities, our x-ray inspection systems are ideal for use in food production facilities of all sizes. By implementing our advanced technology, companies can ensure the safety and quality of their products while also meeting strict industry regulations.
Don’t waste a minute on your lines. Ensure your product line is optimized for quality and safety, all while maximizing efficiency and reducing waste with x-ray inspection. There are many common and overlooked areas, including at raw material arrival points, where x-ray inspection systems can be deployed to catch potential issues early in the process. Learn about these insertion points and more in our latest white paper.


Our PXT™ dual energy photon-counting technology, combined with SimulTask™ PRO image analysis software, delivers high-resolution images and real-time analysis in just one-tenth of a second, setting a new standard in detecting bones and contaminants. Eagle Product Inspection focuses on developing advanced x-ray analysis solutions for superior product inspection.

PXT™’s radically enhanced x-ray detector provides unmatched performance for the next generation of food processing and delivers superior bone and contaminant detection. PXT™ photon-counting technology enables processors to obtain much higher resolution images by capturing more detailed data about the product being inspected than has previously been possible. Beyond that, with the new PXT™ technology you will ultimately get a superior return on your investment, including:

Eagle’s x-ray inspection system with Material Discrimination dual energy technology enables organic and inorganic materials to be differentiated, providing food processors with unprecedented contaminant detection capabilities. Food processors rely on Eagle’s superior MDX technology to detect foreign bodies previously unseen by x-ray detectors or other conventional product inspection equipment in difficult product applications.

SimulTask™ PRO advanced imaging software simultaneously detects contaminants and performs multiple quality control checks. With the highest grayscale range in the industry (0-65,535) it delivers high resolution images with deeper contrast, exceptional clarity and extraordinary detail.

Eagle’s TraceServer™ x-ray software stores valuable production data and machine status information from one or more of Eagle’s x-ray machines and consolidates it into a single centralized database. The software seamlessly records inspection processes, which in turn contributes to your ability to meet established internal quality standards. It is scalable to meet your company’s needs and can connect up to 32 x-ray machines at once, making product traceability effortless.

Eagle experts can help configure the best x-ray or fat analysis machine for your product application, inspection needs, and production environment. Send us your product for a free test, and you’ll receive a detailed report with machine configuration, inspection data, and the Probability of Detection (POD) as a percentage, reflecting real production conditions.
Find and reject harmful bone fragments, 2 mm or less, in various meat and seafood applications.
Mass and weight measurement with an x-ray inspection system provides an additional layer of process control and due diligence to ensure a high-quality.
Package integrity is a vital quality control issue, it is essential to identify and reject deformed packages and also critically important that seals remain airtight to ensure freshness of food products.
Ensuring proper component count with x-ray technology is quicker and far more reliable than other inspection methods because x-ray systems can look inside sealed packaging for verification.
Enhances traditional x-ray inspection systems and allows for the detection of materials previously unseen by single energy x-ray.
Superior x-ray inspection technology provides outstanding detection of physical contaminants regardless of their size, shape or location within a product.





In addition to providing industry-leading technology and unparalleled reliability, Eagle provides highly-responsive support and service coverage globally, through a network of expert partners, supported by a core team of regionally-based Eagle experts.

What are the key motivators for investing in x-ray product inspection and how can it improve your bottom line?
X-ray inspection equipment ensures packaged burger patties meet customers’ high quality expectations.
Dairy industry know-how, innovation and performance at every stage of production.
This infographic illustrates how dual energy x-ray technology works, when best to use it and for what applications.





What Our Customers Say